
 13867128415
13867128415

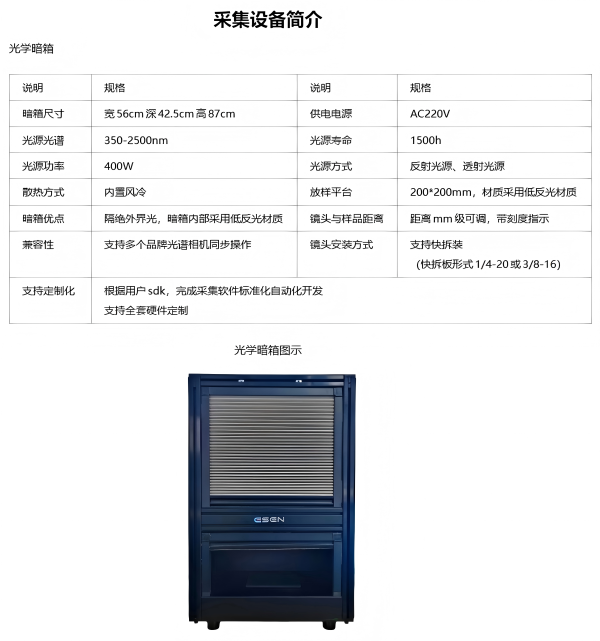
食品行业--高光谱机器视觉
机器视觉在食品行业已成为应对当前生产、质量和食品安全挑战的关键要素。在工业流程自动化和数字化日益普及的背景下,这项技术能够优化关键任务并提高运营效率。接下来,我们将分析这项技术包含哪些内容,以及它对食品行业为何如此重要。食品行业的机器视觉机器视觉已从一个鲜为人知的概念发展成为各行各业不可或缺的工具。但它究竟是什么?它是一种结合了摄像头、传感器和先进算法的技术,用于分析图像并提取精确信息。借助机器视觉,企业可以快速、准确地完成缺陷检测、质量检验和库存控制等任务。为什么机器视觉在食品行业如此重要?因为它能确保食品安全(它是一种非接触式技术),能够检测到人眼无法察觉的细节,并降低食品企业的运营成本。这些优势使得机器视觉成为食品行业不可或缺的解决方案。机器视觉在食品行业的主要应用机器视觉技术在食品行业的应用催生了诸多创新应用和发展,正在改变食品的生产和加工方式。例如:
质量检测:确保产品质量是任何食品公司最重要的任务。在这种情况下,机器视觉可以评估产品的尺寸、形状、质地和颜色等参数,从而检测异常或缺陷。例如,它可以检测产品是否烘焙不足或烤焦。
产品分类与筛选:在生产线上,精度和速度至关重要。食品行业的机器视觉系统可以在几毫秒内对食品进行分类,将成熟产品与未成熟产品区分开来,或剔除次品。
包装和标签控制:在生产线上,产品在生产线末端正确贴标和包装至关重要。机器视觉技术能够验证包装的完整性,确保标签清晰可辨,且容器符合相关法规。在食品行业应用机器视觉技术,可确保产品可追溯性,并 防止代价高昂的错误。食品安全:机器视觉在食品安全中发挥着至关重要的作用,它能够检测污染物或异常情况,例如金属或塑料。这项技术可以实现产品实时检测,确保只有安全且符合卫生法规的食品才能到达消费者手中。
机器视觉在食品行业的优势机器视觉在食品行业的各个方面都超越了传统方法。

以下是它的一些主要优势:
速度与效率:机器视觉简化了原本需要耗费大量时间和人力才能完成的任务。得益于摄像头的集成,食品或产品可以在几毫秒内完成检测和分类,更重要的是,无需停止传送带或生产线。
减少人为错误:人工目视检查容易因注意力分散、疲劳或个人感知差异而出错。机器视觉通过自动化检查流程,以始终如一的准确性和最小的人力投入,降低了 这些 风险。
提升食品安全:得益于机器视觉技术在食品行业的应用,诸如污染物、缺陷或异物等问题可以在产品到达消费者手中之前被检测出来。
这项技术有助于预防健康风险,并确保符合最严格的法规。此外,如前所述,它是一种非接触式技术,这意味着无需接触产品。
机器视觉在食品行业的成功案例机器视觉技术已经彻底改变了食品行业的许多流程,提高了效率,确保了产品质量,并减少了浪费。
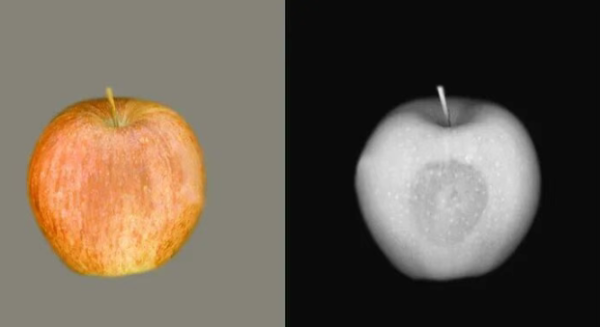
外观完好 内核已经腐烂

以下是一些示例和取得的成果:
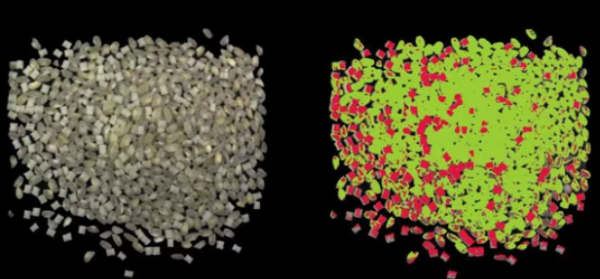
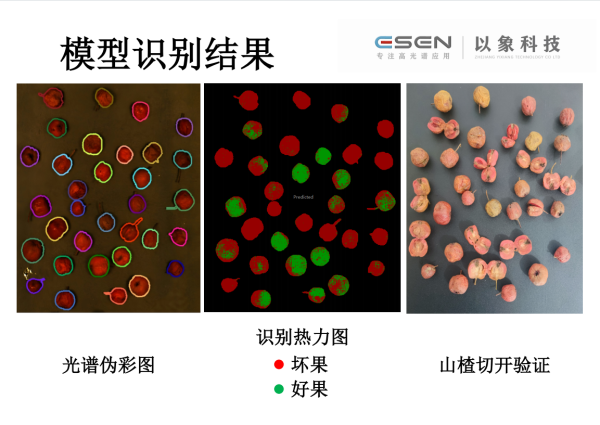
果蔬分拣:机器视觉系统通过分析颜色、大小和纹理,实时对果蔬进行分类。一些公司通过分离缺陷产品和优化食品配送,成功减少了 高达30% 的浪费。
面包糕点店的质量检测:在面包和饼干的生产过程中,机器视觉技术可以验证烘焙产品的形状、色泽和均匀度。烘焙企业已采用这项技术来最大限度地减少次品批次,提高产品一致性,从而减少 因生产错误造成的退货。
包装和标签控制:机器视觉系统确保容器密封良好,标签清晰准确。在饮料行业,品牌商利用这项技术防止贴标错误,提高可追溯性,在某些工厂,贴错标签的产品减少了高达95% 。
机器视觉在食品行业的未来食品行业机器视觉领域一些最有前景的发展趋势包括:
人工智能和深度学习:随着人工智能和深度学习的进步及其与机器视觉的融合,这项技术取得了新的里程碑式进展。得益于人工智能的引入,现在可以同时区分不同类型的产品,并检测出人眼或传统机器视觉系统无法发现的缺陷;简而言之,实现了更先进的检测技术。
高光谱传感器或相机:这些传感器或相机能够捕捉整个光谱范围内的信息,并分析人眼无法直接观察到的方面,例如过敏原的存在。这项技术对于提高食品安全以及检测目前只能在实验室中检测到的变量至关重要。
与机器人技术的融合:未来,机器视觉与机器人技术的融合将更加深入,从而实现全自动化生产系统。配备摄像头的机械臂将能够更自主地完成包装、质量控制和产品拣选等任务。在食品行业中,将机器人技术与机器视觉相结合,将提高生产效率并降低运营成本。
预测性检测:机器视觉在食品行业不仅用于实时检测问题,还能在故障发生前进行预测。例如,在生产线上,这些系统能够预测机器何时需要维护,或在食品变质迹象显现之前识别出来。

 首页
首页
 数据采集
数据采集
 数据处理
数据处理
 联系我们
联系我们